
|
Wizytówki |
|
|
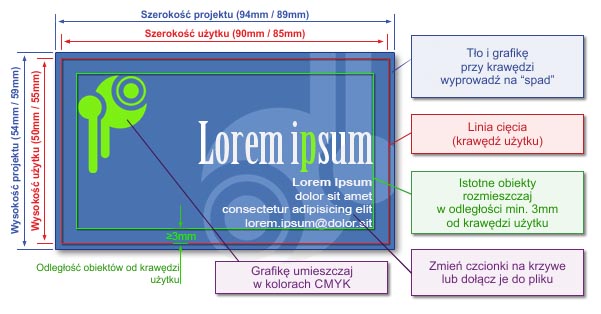
| Wymiary | | Format użytku | Rozmiar po obcięciu wynosi:
50mm x 90mm dla wizytówek zwykłych.
55mm x 85mm dla wizytówek „Eurostandard" (Patrz rysunek)
50mm x 181mm, po złożeniu 50mm x 90,5mm dla wizytówek składanych. (Patrz rysunek)
| | Format projektu | Projekt musi mieć wymiary 54mm x 94 mm lub 59mm x 89mm (Eurostandard) lub 54mm x 185mm (składane) tj. o 2 mm wieksze z każdej strony w stosunku do rozmiaru użytku. Jeżeli jakieś obiekty wystają poza obszar projektu należy je obciąć(Patrz rysunek)
UWAGA!
Nawet jeśli twoja praca nie posiada tła wyprowadzonego na spad, format projektu musi być zachowany. Dlatego format projektu należy ograniczyć prostokątem na najniższej warstwie, bez konturu (outline) i wypełnienia, lub (w przypadku pliku rastrowego) odpowiednio wykadrować projekt tak aby miał on odpowiednie wymiary. | | Spad | Tło pracy oraz wszystkie obiekty przylegające do krawędzi użytku należy wyprowadzić na spad poza krawędź użytku. Przy tej pracy spad wynosi 2 mm z każdej strony. | | Szablon | W celu ułatwienia projektowania proponujemy ściągnięcie szablonu, według którego można przygotować pracę.
|
Pobierz plik:
|
| Szablon wizytówki 90x50 |
  |
| Szablon wizytówki 85x55 |
|
| Szablon wizytówki 90x55 |
|
| Szablon wizytówki składanej |
|
UWAGA!
Szablon służy jako wzór do projektowania. Przed zapisaniem gotowego projektu szablon należy usunąć, aby nie został wydrukowany razem z użytkiem!
Miejsce wiercenia proszę oznaczyć na projekcie małym czarnym punktem (lub kolorem kontrastującym) o średnicy max 2mm
W przypadku braku oznaczenia wiercimy standardowo z lewej strony (na środku krótszego boku) |
|
| Przygotowanie do uszlachetniania lakierem selektywnym UV i wypukłym 3D | | Jak przygotować plik do wykonania lakieru selektywnego UV i/lub selektywnego wypukłego 3D | Należy przygotować dodatkową/e stronę/y (ostatnie) w pliku oraz nanieść na niej obszary lakierowane w jednym kolorze (K 100%). Obraz do lakierowania wybiórczego nie może zawierać odcieni szarości. Nawet nieznaczne, jasne szarości są automatycznie konwertowane na czarny i będą zalakierowane.
Elementy lakierowane selektywnie powinny spełniać pewne wymagania:
- nie należy projektować linii cieńszych niż 0,4mm;
- odstęp między elementami nie mniejszy niż (0,5mm);
- wielkość tekstu nie mniejsza niż 14pkt;
Istnieje możliwość przesunięcia względem druku o 0,3mm.
Lakier selektywny wypukły 3D
- Grubość lakieru 25-35 mikronów (wyraźnie wyczuwalny pod palcem).
- Nie zalecamy lakierowania do spadu ze względu na możliwość kruszenia przy cięciu. Pliki z przygotowaną maską do spadu dla lakieru 3d zostaną dopuszczone do realizacji i wykonane na odpowiedzialność zleceniodawcy.
- W przypadku uszlachetniania elementów wydruku lakierem wypukłym 3D istnieje możliwość lakierowania tylko jednej strony.
- W przypadku dwustronnych użytków uszlachetniana lakierem wypukłym 3D jest wyłącznie strona pierwsza (awers). W tej sytuacji należy przygotować 3-stronicowy plik. Kolejnosć stron w pliku: awers/rewers/maska do awersu.
- Nie należy umieszczać lakieru w miejscach bigowania.
Lakier selektywny UV
- Grubość lakieru 10-15 mikronów
- Nie zalecamy lakierowania selektywnego UV do spadu, jak również na bigach, ze względu na pękanie lakieru.
Zalecenie to nie dotyczy drobnych elementów/wzorów, przy których pęknięcia lakieru są słabo widoczne.
- W przypadku uszlachetniania elementów wydruku lakierem UV, istnieje możliwość lakierowania dwustronnego. W tej sytuacji należy przygotować 4-stronicowy plik awers/rewers druk (strony 1 i 2 w pliku), awers/rewers maska (strony 3 i 4 w pliku)
- Nie należy umieszczać lakieru w miejscach bigowania
UWAGA! Zabrania się projektowania na rewersie lakierowanych elementów pokrywających się z elementami lakieru na awersie, gdyż :
- mogą one zostać odciśnięte na tych elementach,
- powodują sklejanie się użytków ,
- uniemożliwiają stosowanie pod gilotyną i wywołują duże odchyłki cięcia.
UWAGA! Efekt lakieru selektywnego oraz Liquid Metalic najładniej wychodzi na drobnych elementach, liniach, których szerokość nie przekracza 4 mm . W przypadku elementów o powierzchni 5x5mm i większej, mogą częściej występować nierówności w kryciu, co z pewnością może mieć znaczenie w jakościowym odbiorze końcowego produktu.
Uwaga! W przypadku wysokonakładowych zleceń lub, gdy powierzchnia lakierowana danego zlecenia przekroczy 15% powierzchni użytku, termin realizacji zlecenia może zostać wydłużony do 5 dni roboczych.
Uwaga! Nazwy plików powinny jednoznacznie wskazywać na ich przeznaczenie (maska, awers/rewers). |
|
| Przygotowanie do tłoczenia | |
|
Plik do tłoczenia przygotowuje się podobnie, jak plik do lakierowanie selektywnego. Należy przygotować dodatkową (ostatnią) stronę w pliku w rozmiarze użytku. Następnie należy nanieść na niej obszary/elementy tłoczone w jednym kolorze (K 100%)
W przypadku nadesłania osobnych plików w zipie, ich nazwy jednoznacznie muszą wskazywać na przeznaczenie (awers/rewers/maska tłoczenie). Przy zamówieniu prac tłoczonych z lakierem selektywnym 3D (awers/rewers/maska 3D/maska tłoczenia).
W przypadku nadesłania pliku wielostronicowego - maska tłoczenia zawsze musi być ustawiona jako ostatnia strona w pliku. Przy zamówieniu wizytówek tłoczonych z lakierem selektywnym 3D musi być zachowana poniższa kolejność:
- dla wizytówek jednostronnych: druk awers, maska 3D, maska tłoczenia
- dla wizytówek dwustronnych: druk awers, druk rewers, maska 3D, maska tłoczenia
Jak przygotować plik do tłoczenia?
- minimalna grubość elementu 0,8mm
- minimalny odstęp między elementami tłoczonymi (światło) 0,8mm
- minimalny rozmiar fontu podstawowego 16pkt
Przyjmujemy do tłoczenia grafikę wektorową i rastrową!
Wymagania/ograniczenia dotyczące wyboru i przygotowania tłoczenia wypukłego (wizytówki):
Tłoczenie wykonujemy jako wypukłe na awersie, rewers wklęsły
Brak możliwości tłoczenia na spad
Pole tłoczenia - 77x45 mm (zielona linia na szablonie wizytówek)
Przed rozpoczęciem projektowania należy pobrać szablon dla wizytówek tłoczonych:
|
Pobierz plik:
|
| Szablon obszaru przetłaczania wizytówki 90x50 |
|
| Szablon obszaru przetłaczania wizytówki 90x55 |
|
| Szablon obszaru przetłaczania wizytówki 85x55 |
|
| Szablon obszaru przetłaczania wizytówki składanej |
|
TŁOCZENIE WKLĘSŁE - wymagania dotyczące przygotowania projektu:
Tłoczenie wykonujemy jako wklęsłe na awersie. Rewers pozostaje nieprzetłoczony - gładki.
Maksymalny rozmiar obszaru tłoczenia wynosi 100mm x 200mm.
Istnieje możliwość tłoczenia do krawędzi.
Nie ma możliwości dokładnego pasowania tłoczeniem z drukiem. Tolerancja pasowania +/- 1mm.
Uwaga!
Do tłoczenia dużych liter i dużych obiektów graficznych najlepiej sprawdza się papier Wild (spulchniany). Na pozostałych papierach z uwagi na ograniczony nacisk prasy zalecamy tłoczyć małe czcionki i obiekty. Jeśli mają być duże to polecamy je tworzyć tylko z linii, bez wypełnienia.
Obiekty tłoczone na białym tle są mało widoczne. Tłoczenie lepiej prezenuje się na aplach, zwłaszcza ciemnych. |
|
| Przygotowanie dodatkowego koloru Liquid Metal | Dodatkowy kolor Liquid Metal oraz lakier selektywny, przygotowuje się tak samo. Należy przygotować dodatkową/e stronę/y oraz nanieść na niej obszary lakierowane w jednym kolorze (K 100%). Obraz do lakierowania wybiórczego nie może zawierać odcieni szarości. Nawet nieznaczne, jasne szarości są automatycznie konwertowane na czarny i będą zalakierowane.
Uwaga.
Nie zaleca się lakierowania i stosowania efektu Liquid Metal dla elementów cieńszych niż 0,4 mm w pozytywie oraz 0,6 mm w negatywie. Zalecana minimalna wielkość czcionki to 10 pkt., odstęp między elementami nie mniejszy niż (0,5mm); Istnieje możliwość przesunięcia względem druku o 0,3mm.
Nie zalecamy projektowania efektu Liquid Metal do spadu, jak również na bigach, ze względu na możliwość pękania/kruszenia folii metalizowanej na krawędziach/bigach.
Przy użyciu Liquid metalu na większych elementach/apli może pojawić się efekt niejednorodności krycia.
LiquidMetal jest kolorem nadrukowanym. W związku z tym, ze względu na dokładność pasowania (0,3mm), nie należy usuwać/wybiarać grafiki tła w projekcie CMYK, Strona z projektem tła nie powinna też zawierać powtórzonych elementów maski.
Przy użyciu Liquid metalu na większych elementach/apli może pojawić się efekt niejednorodności krycia. 
|
|
| Biały 3D
| | Biały 3D | Należy przygotować plik zawierający projekt (obiekty i teksty) w jednym kolorze (K 100%).
Nie można przygotowywać projektu na spad z uwagi na kruszenie się farby podczas cięcia.
Nie zalecamy używania czcionek poniżej 6pkt. Nie należy stosować czcionek cienkich.
|
|
| Grafika | | Model kolorów | Pracę należy przygotować w modelu CMYK (nie dotyczy prac z uzyciem dodatkowych kolorów), jeżeli występują w pracy obrazy rastrowe (tekstury, fotografie) należy je również zamienić na CMYKa.
Miesznie różnych przestrzeni barwnych lub modeli kolorów w jednym dokumencie (np. CMYK i RGB) doprowadzi do błędnego odwzorowania kolorów i nie podlega reklamacji.
Przy definiowaniu własnych kolorów CMYK suma wartości tonalnych w jednym punkcie nie powinna przekraczać 300% (przy kartonach jednostronnie powlekanych po stronie niepowlekanej nie może przekraczać 200%; szczególnie należy unikać umieszczania nasyconych apli w tych samych miejscach na awersie i rewersie użytku). W pracach gdzie ten parametr jest przekroczony reklamacje nie będą uznawane. (Czyli mn. nie można budować koloru czarnego z czterech 100% składowych.)
Dla wydruków uszlachetnianych poprzez laminowanie suma wartości tonalnych w jednym punkcie nie powinna przekraczać 250%.
Tam gdzie to możliwe zalecamy używać profilu ICC ISO Coated v.2_300, który ogranicza składowe do 300% zamiast ISO Coated v.2, w którym składowe mogą dochodzić do 330%. | | Czarna apla | | Aby uzyskać pełną, ciemną czerń należy użyć koloru czarnego zbudowanego ze składowych 60%C 55%M 50%Y 100%K . W druku cyfrowym należy zastosować składowe 33%C 33%M 33%Y 100%K. | | Szara apla | Druk offsetowy: Należy budować szarą aplę z wykorzystaniem wszystkich składowych CMYK. Wartości: C:50% M:40% Y:40% K:22%
Druk cyfrowy: W przypadku gdy kolor tła ma być szary, należy zbudować je korzystając ze składowej „K", bez użycia pozostałych kolorów „CMY"
APLE/TINTY
Na dużych tintach i aplach mogą być widoczne niejednorodności barwy w postaci pasmowania lub wzoru płótna. W celu uniknięcia takich efektów zalecamy zastępowanie ich teksturami.
| | Przejścia tonalne | | Do przejścia tonalnego dodaj szum, aby uniknąć pasmowania. | | Optymalna rozdzielczość | | Optymalną rozdzielczością dla grafiki rastrowej i zdjęć jest 300dpi.
| | Rozmieszczenie obiektów
| Istotne obiekty (zdjęcia, grafika, teksty) nie moga znajdować się w odleglości mniejszej niż 3 mm od krawędzi formatu użytku i linii składania (bigów, falców).
Obracając projekt o -90 stopni należy sprawdzić czy mapy bitowe obracają się poprawnie.
W przypadku zapisu jako CDR pracę należy zgrupować oraz zamienić czcionki na krzywe.
W pliku należy zdefiniować format strony zgodny z w.w. formatem projektu a projekt umieścić centralnie na stronie.
W przypadku zapisu jako EPS projektu bez tła (białego) należy go ograniczyć ramką o wymiarach zgodnych z ww. formatem projektu.
Z uwagi na tolerancję cięcia mogą wystąpić pewne przesunięcia pracy względem krawędzi użytku. Dlatego odradzamy umieszczania wokół projektu wszelkiego rodzaju ramek, których niecentryczność na użytku może być widoczna.
Wszystkie strony w pliku powinny mieć tę samą orientację.
Użytki domyślnie odwracane są „Head to Head". |
|
| Zapis do pliku | | Formaty plików | Preferowane: PDF
Akceptowane: CDR, TIFF, JPG (niepolecane).
Uwaga! z programu InDesign przyjmujemy wyłącznie pliki postscriptowe lub prosimy o umieszczenie w uwagach zlecenia informacji: "Uwaga plik z InDesign. Proszę o wykonanie PSa" PDF, EPS, PRN
Akceptowane: CDR, TIFF, JPG (niepolecane).
Do zleceń z tymi plikami doliczamy 3,5 zł za przygotowanie pliku PDF.
Uwaga! z programu InDesign przyjmujemy wyłącznie pliki postscriptowe lub prosimy o umieszczenie w uwagach zlecenia informacji: "Uwaga plik z InDesign. Proszę o wykonanie PSa"
| | Uwagi: | Przy zapisie do PDF-a należy ustawić wysoką rozdzielczość grafiki. PDF zapisz w wersji PDF/X, PDF/X-1a lub PDF 1.3 (Acrobat 4.0.)
Jeśli w pracy występuje tekst pamiętaj, że przed zapisaniem pracy należy zamienić go na krzywe lub osadzić czcionki w pliku (w plikach PDF).
Nie rasteryzuj tekstów!!!
Jeśli praca zawiera więcej niż jedną stronę, zapisz wszystkie strony w jednym pliku. Jeśli wybrany przez ciebie format nie pozwala na taki zapis, zapisz dwa odrębne pliki z nazwami awers i rewers. (np.: projekt_awers.tiff, projekt_rewers.tiff)
W przypadku przygotowywania osobnych plików do uszlachetniania należy w ich nazwie zawrzeć informację, której strony dotyczą (np.: maska_awers.pdf, maska_rewers.pdf)
Jeśli wysyłasz więcej niż jeden plik, spakuj pliki do formatu ZIP.
W przypadku zapisu TIFF, należy zapisać plik jako jedna warstwa, bez dodatkowych kanałów.
W przypadku skomplikowanych projektów zawierających wiele warstw, nachodzące na siebie grafiki, cienie, przezroczystości itp. należy, na ile jest to możliwe, spłaszczyć do jednego obrazu tła, zachowując w postaci wektorowej jedynie teksty, loga, linie i inne istotne elementy projektu.
W szczególności problem dotyczy programu CorelDRAW X4, gdzie w skrajnym przypadku pomimo prawidłowo wyglądającego pliku PDF na wydruku mogą pojawić się błędy. |
|
| Informacje dodatkowe | | | Należy zwrócić uwagę na możliwość wystąpienia różnic w kolorach w stosunku do wydruków z drukarek atramentowych oraz obrazu wyświetlanego na monitorze ze względu na różnice w technologii druku i prezentacji barw. |
|
|
|
|
|
















